
Сетки
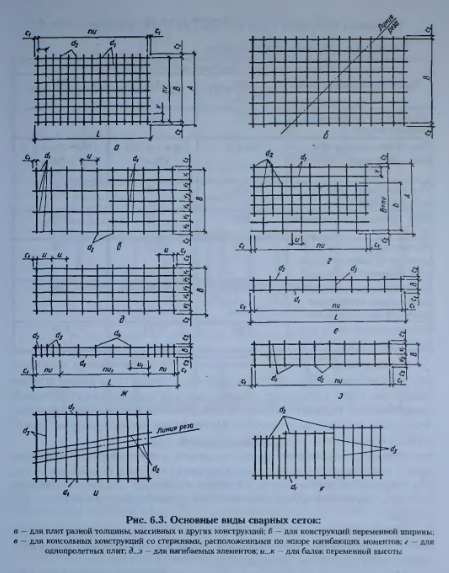
Для армирования железобетонных элементов применяют рулонные и плоские сетки — см. рис. 6.3.
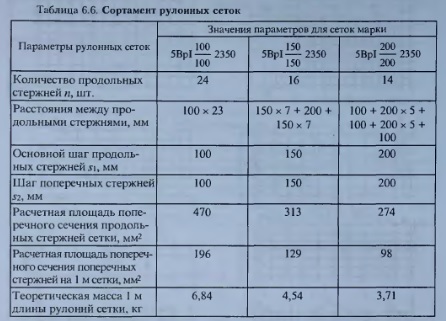
В соответствии с ГОСТ 8478-81 “Сетки сварные для железобетонных конструкций. Технические условия" (изд 1991 г.) метизная промышленность выпускает рулонные сетки из холоднотянутой арматурной проволоки класса Вр-I диаметром 5 мм. Сортамент рулонных сеток по ГОСТ 8478-81 приведен в табл. 6.6.
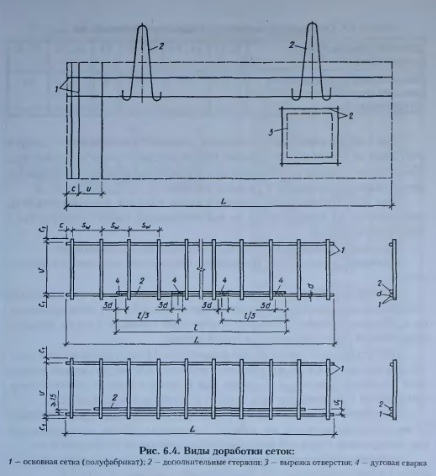
Конструкцию и размеры сетки назначают в зависимости от вида и конструктивных особенностей армируемого элемента: сетку можно использовать как самостоятельное изделие или как полуфабрикат, который подвергают последующей доработке (приварка дополнительных стержней, закладных изделий, фиксаторов, строповочных петель, разрезка сетки, обрезка концов стержней, вырезка отверстий и др.).
Элементы доработки сетки не включают в чертеж сетки-полуфабриката, а разрабатывают на отдельном чертеже (рис. 6.4). В чертежах сеток, подлежащих доработке, приводят схемы их раскроя, а в спецификациях арматуры учитывают их полную массу, включая отходы, получаемые при раскрое.
При невозможности использовать типовые или унифицированные сетки конструируют индивидуальные сетки в соответствии с приведенными в этом разделе рекомендациями.
На концах свариваемых стержней не должно быть отгибов, крюков или петель. Расстояние между осями стержней одного направления должно быть не менее 50 мм.
Продольные и поперечные стержни плоских сварных сеток, как правило, располагают с постоянными шагами. Для продольных стержней чаще всего используют шаги, равные 100, 125, 150 и 200 мм, реже — 50, 60,75,80 мм из-за увеличения трудоемкости изготовления сеток. Крайние продольные стержни могут быть установлены на расстоянии, отличным от основного шага, в зависимости от требуемой ширины сетки. Например, для сетки шириной 2350 мм и основным шагом продольных стержней = 150 мм крайние стержни располагают на расстоянии 100 мм от соседних продольных стержней.
При выборе диаметра поперечных стержней сварных сеток следует учитывать не только условия сварки, но и условия жесткости сетки в целом, обеспечение которой необходимо при погрузо-разгрузочных работах, во время транспортирования и укладки в форму.
При конструировании сварных сеток следует предусматривать возможность их изготовления на многоточечных (многоэлектродных) сварочных машинах.
При конструировании сеток на многоэлектродных машинах: допускается сварка крестообразных соединений стержней из разных сталей; диаметр поперечных стержней d2,свариваемых вкрест с продольными стержнями, разрешается по условиям сварки (см. табл. 6.7), если по расчету не требуется больший диаметр; поперечные стержни в сетке должны применяться одного диаметра и одной длины; шаг продольных стержней при диаметре до 14 мм принимают кратным 100 мм, при диаметре 14 мм и более — кратным 200 мм; его можно увеличить исключая отдельные стержни; при ширине сетки, не кратной шагу продольных стержней, остаток следует размещать с одной стороны; шаг поперечных стержней при диаметре до 14 мм принимают кратным 50 мм, а при диаметре 14 мм и более — кратным 100 мм; максимальный шаг поперечных стержней рекомендуется принимать не более 600 мм.
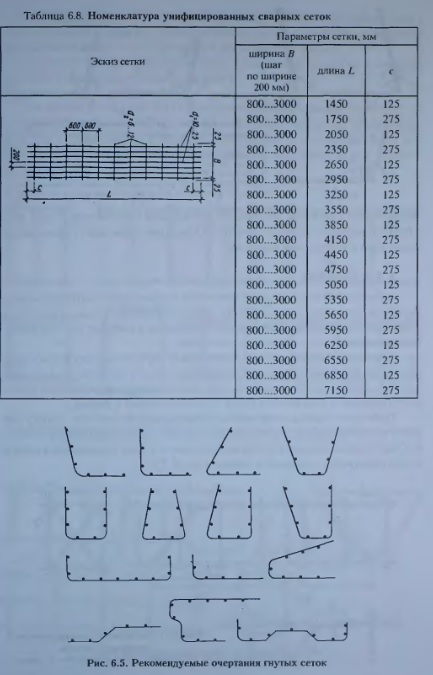
Номенклатура унифицированных сеток для проектирования фундаментов и других монолитных конструкций приведена в табл. 6.8.
Сетки, изготовляемые на многоточечных машинах, можно конструировать, предусматривая их последующее сгибание в одной плоскости на специальных станках (рис. 6.5). Участки сеток в местах сгиба предусматривают в соответствии с рис. 6.6.
При конструировании сеток типа “лесенка” (см. рис 6.3, е, ж) или при отсутствии многоточечных машин следует ориентироваться на технологические возможности одноточечных машин. В сетках с нормируемой прочностью крестообразных соединении, например, используемых для армирования балок, сварка всех мест пересечения стержней (узлов) обязательна, а диаметр продольных стержней должен быть не меньше диаметра поперечных.
В сетках с рабочей арматурой периодического профиля, применяемых для армирования плит, допускается предусматривать сварку не всех мест пересечений стержней, но обязательно должны свариваться узлы в двух крайних рядах по периметру сетки. Остальные узлы могут свариваться через узел в шахматном порядке.

Голышев А.Б., Бачинский В.Я., Полищук В.П., Железобетонные конструкции, Киев, 2001