
СОЕДИНЕНИЕ
Соединения труб могут быть разъемными и неразъемными. Основное разъемное соединение безнапорных канализационных труб — раструбное с уплотнением резиновым кольцом (рис. 2-2-22а). При этом раструб имеет кольцевую канавку для этого резинового кольца. Трубы без раструбов соединяются фитингами (см. рис. 2-2-20). Промышленность выпускает фитинги с раструбами к пластмассовым канализационным трубам.
Последовательность соединения труб следующая: на конце трубы драчевым напильником или ножом снимают фаску под углом примерно 15°. Внешнюю поверхность трубы в месте соединения и внутреннюю часть фитинга очищают от грязи. Резиновое кольцо вкладывают в канавку фитинга. Конец трубы смазывают любым жиром или мыльным раствором и вводят с вращением в фитинг. Если после сборки труба легко поворачивается, значит, кольцо в своем ложе (канавке). Труба должна выступать за кольцо как минимум на 10—15 мм. Это гарантия того, что уплотнение сохранится, если труба станет короче при понижении температуры. Самое результативное — обжатие кольца на 40%, что обеспечивают соответствующим подбором диаметров раструба и трубы. Переходными фитингами стыкуют трубы разных диаметров как под углом, так и в прямолинейном расположении.
Величину погружения трубы в раструб контролирует метка (рис. 2-2-22а). Для компенсации температурного расширения вводимая труба не должна доходить до дна раструба на 5—15 мм.
Раструбные безнапорные пластмассовые трубы можно соединять и без резинового кольца. Принцип соединения такой же, как чугунных труб (см. рис. 2-2-17). Так как пластмассовые трубы более мягкие, то после закладки кольцевого зазора на г/3 глубины смоляной прядью или прожиренным пеньковым канатом оставшуюся часть закрывают асбестобитумом или специальной замазкой. Цементная смесь из-за деформационной способности труб будет выкрашиваться. Однако вблизи крепления к стенам раструбы стояков можно закрывать цементной смесью.
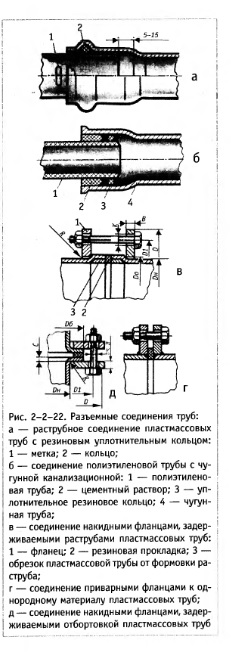
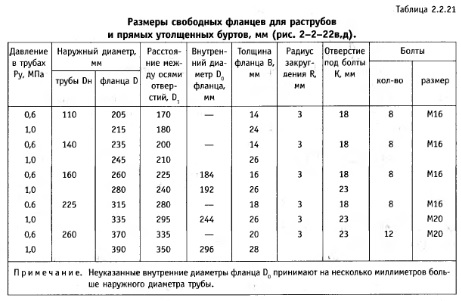
К разъемным относятся и фланцевые соединения. Они бывают трех видов. К первому виду относят соединение свободными фланцами. Для этого на концах труб формуют утолщения в виде раструбов (рис. 2- 2-22в; табл. 2.2.21). После этого с одной стороны трубы на нее надевают пару фланцев, а формуют утолщения с другой стороны трубы. Так поступают с каждой трубой в «нитке». При сборке между фланцами укладывают мягкую резиновую прокладку с отверстиями и фланцы стягивают болтами. Затяжку гаек производят равномерно и накрест (рис. 2-2-22в).
У второго вида фланцы из винипласта приваривают к винипластовым трубам (рис. 2- 1— 22г). Важно при этом соблюсти строгую перпендикулярность плоскости, в которой находится фланец, к оси трубы или фитинга. Не забывайте и о соосности. Резиновая прокладка редко скомпенсирует значительные перекосы еще и потому, что крепкая затяжка гаек противопоказана. Она вызовет разрушение сварки.
Минимальную длину каждого болта выбирайте так, чтобы после стяжки фланцев он выступал из-под гайки на б—12 мм. Применение шпилек обеспечит более равномерное стягивание. Внутренний диаметр резиновой прокладки вырезают на 3—6 мм больше, чем внутренний диаметр трубы. Наружный диаметр прокладки ограничат болты. Достаточность затяжки гаек определяют по утончению резиновой прокладки. Оно лежит в интервале 10—25%.
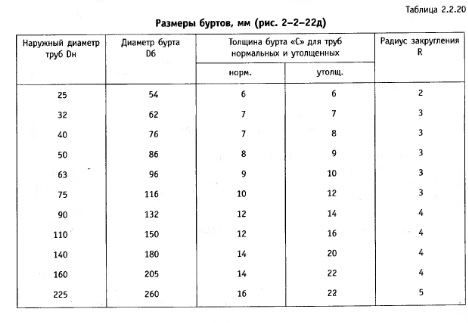
Конфигурация бурта приведена на рис. 2-2- 22д, а размеры — в таблице 2.2.20. То же сделано и для свободных фланцев на рис. 2-2-22в и в таблице 2.2.21.
Во фланцевых соединениях третьего вида устанавливают промежуточную двухконусную втулку (рис. 2-2-236). Эта втулка и соответствующие конические выточки на фланцах производят отбортовку стыкуемых пластмассовых труб. Для качественного уплотнения на втулку до зажатия можно натянуть плоское резиновое кольцо, отрезанное, например, от подходящей автомобильной камеры. Разъемное соединение с промежуточной одноконусной втулкой (рис. 2-2-23а) используют при необходимости совмещения пластмассовой трубы с фланцевой запорной арматурой, например, типа задвижки или когда за пластмассовой следует металлическая труба с фланцем. В этом случае к фланцу приваривают одноконусную втулку или вытачивают фланец с конусной частью. Второй фланец обычно до затяжки свободно вращается на пластмассовой трубе. Уплотнение станет надежнее, если между втулкой и трубой поместить резиновую прокладку, а в отверстии под трубу на фланце снять крупную фаску (8x45°) или на токарном станке проточить конус. Широко применяется в пластмассовых трубах резьбовое соединение. Однако резьба в пластмассе менее прочна, чем в металле, ведь пластмассу режут просто ножом. Поэтому метрическую резьбу для пластмассы не рекомендуют. Резьбу не нарезают, а формуют в горячем состоянии. Приемлемы для пластмассы резьба трубная цилиндрическая (ГОСТ 6357-81), упорная усиленная 45° (ГОСТ 13 535-87), круглая (СТ СЭВ 3293-81) и т. п.
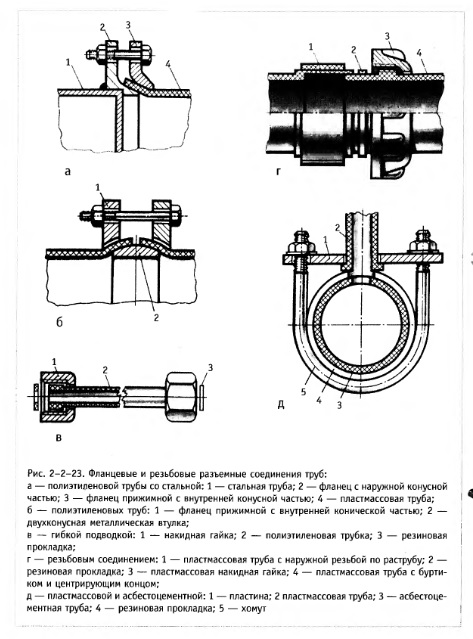
Для пластмассовых напорных труб максимальный диаметр резьбы G У2 — А, то есть трубы имеют средний наружный диаметр 25 мм. К этим трубам выпускается и стандартное соединение. Оно состоит из полиэтиленовой (ПНП) трубки и двух накидных гаек из пластмассы или латуни (рис. 2-2-23в). Гибкая подводка позволяет соединять не соосно расположенные трубы (как пластмассовые, так и стальные). Ее обычно устанавливают в благоустроенных туалетах между смывным бачком и подводящей воду трубой.
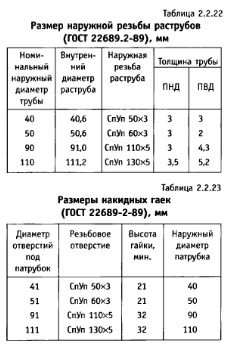
Для резьбового соединения полиэтиленовых канализационных труб выпускаются фитинги с резьбовыми раструбами и буртами под резьбовую накидную гайку (табл. 2.2.22, 2.2.23). Для уплотнения между торцом раструба и торцом патрубка ставят уплотнительную прокладку (рис. 2-2-23г).
При соосном соединении безнапорных пластмассовых и труб из других материалов возможны два варианта. В первом случае наружные диаметры труб одинаковы. Если одна из труб чугунная, в ее раструб вдвигают пластмассовую с накатанной на нее парой резиновых колец (рис. 2-2-226). Кольцевой зазор окончательно замазывают цементной смесью. Резиновые кольца заменит смоляная прядь, которую следует плотно зачеканить.
Можно попытаться самостоятельно изготовить кольцо нужного диаметра из резиновой шины детской коляски, уплотнения для дверцы холодильника и т. п. Если есть резиновый шланг, то его наматывают непосредственно на пластмассовую трубу, отступив от ее торца на несколько миллиметров.
Для стыковки пластмассовой и асбестоцементной трубы применяют соединительную муфту (рис. 2-2-23д) с уплотнением, описанным выше. Очень важно так подготовить ложе под трубы, чтобы не допустить нарушения их соосности в процессе эксплуатации. Это особенно необходимо при соединении труб разного диаметра. Для такого соединения применяют переходные патрубки и муфты (см. рис. 2-2-20). Резиновые кольца еще допускают малое отклонение от соосности труб, а цемент начнет выкрашиваться, и в результате возникнет течь. Поэтому на крупных стройках раструбы, в частности, заделывают герметиком Ут-37А. Он не крошится благодаря высокой пластичности.
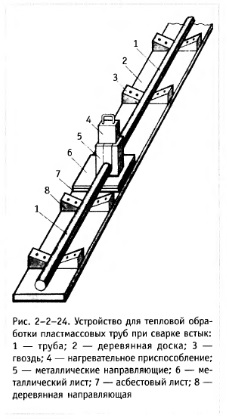
К неразъемным соединениям труб относятся сварка для труб из ПВД ПНД, ПП, ПВХ. К трубам из первых трех видов пластмасс применяют контактную сварку. Ею соединяют трубы встык и в раструб. Встык надежно свариваются трубы с толщиной стенки не менее 4 мм. В раструб сваривают трубы любой толщины. Перед сваркой встык торцы труб зачищают напильником и располагают соосно, закрепляя любым способом. Между торцами труб вводят нагревательное приспособление (рис. 2-2-24). Его температуру доводят приблизительно до +200 °С. После того как торцы оплавятся, приспособление вынимают и трубы стыкуют под небольшим давлением, которое следует сохранять до застывания шва. Нагревательным приспособлением служит диск с вмонтированной в него нихромо- вой спиралью. Вместо диска можно использовать крупную металлическую шайбу, которую нагревают в любой топке (печи, духовке газовой плиты и т. п.). Нагрев должен быть равномерным. Поддерживают нужную температуру с помощью терморегулятора.
Для того чтобы проверить температуру шайбы, обрезанным кусочком трубы проводят по нагретой шайбе. Если черта испарится в течение 5—8 с, значит, температура достаточная. Слабое прорисовывание черты, возникновение интервалов свидетельствует о недо- греве шайбы, моментальное испарение черты, дымление — о перегреве.
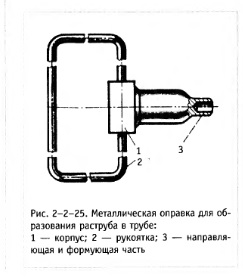
При сварке в раструб получают более прочный шов. Для этого на токарном станке вытачивают металлическую оправку (рис. 2-2-25) по размеру диаметров стыкуемых труб. Поверхность оправки полируют на станке. Чем чище ее поверхность, тем менее вероятны царапины в раструбе. Входная часть оправки должна отставать от внутреннего диаметра трубы на 1—2 мм. Это обеспечит свободное центрирование оправки. Диаметр ее формующей части будет равен внутреннему диаметру раструба. Задняя часть оправки служит для упора трубы и крепления рукоятки.
Перед формовкой конец трубы нагревают до температуры +130—140 °С. В заводских условиях для этого применяют ванны с жидкой средой, например с глицерином, или печи с воздушной средой. В домашних условиях можно использовать духовку газовой или электрической плиты. Заранее готовят лист из кровельной стали с размерами, несколько превосходящими размеры дверцы плиты. В листе прорезают отверстие шире наружного диаметра трубы на толщину листа асбеста. Этим листом асбеста прикрывают одну из сторон кровельного листа и прорезают в нем точно такое же отверстие.
Нагревают духовку до +150 °С, открывают ее дверцу и закрывают духовку листами из стали и асбеста. В отверстие просовывают конец трубы, обернутый асбестом в месте контакта с этим отверстием. Длина нагреваемого участка трубы должна превосходить нужную длину раструба на 20—30%. Время размягчения трубы определяют опытным путем. Так как теплопроводность пластмассы очень низкая, трубу необходимо медленно вращать.
Для нагрева концов труб можно самостоятельно изготовить печь, представляющую собой цилиндр с намотанной на него спиралью из нихромовой или никилиновой проволоки. Диаметр витков спирали — б—12 мм, длину рассчитывают в зависимости от длины цилиндра, материала и диаметра проволоки.
В качестве цилиндра можно использовать асбестоцементную или металлическую трубу с электроизоляцией, которой может служить асбестовый картон, обернутый вокруг трубы. Чтобы он хорошо гнулся, его смачивают. Поверх спирали наматывают теплоизоляцию (асбестовый картон). В качестве контактов для спирали можно применять болты хомутов, стягивающих трубу.
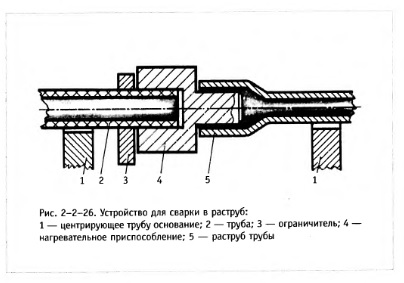
Цилиндр надо установить на металлические подставки, а также сделать регулируемые опоры для пластмассовой трубы. Внутренний диаметр цилиндра должен быть на 18—35 мм больше наружного диаметра нагреваемой трубы. Время размягчения конца трубы определяют опытным путем. Чтобы прогрев был равномернее, трубу медленно вращают. После размягчения конца трубы ее располагают так, чтобы удобно было ввести оправку (рис. 2-2-25) до опорного пояска. Вынимают оправку после полного охлаждения прогретого конца. Чтобы легче было вынуть оправку, ее поворачивают за рукоятку. Для надежного соединения сваркой труб, имеющих на одном конце раструб, а на другом стандартный диаметр, следует соблюдать некоторые условия. Так, необходимо, чтобы труба еще до нагрева плотно входила в раструб. Приспособление для нагрева (рис. 2-2-26), которое имеет выступ (дорн) и впадину (гильзу), должно свободно, но без значительного качания входить в трубы. Его нагревают паяльной лампой, горелкой газовой плиты и т. п. В это время раздвигают трубы и на конец без раструба надевают ограничитель (струбцину) или туго обматывают трубу металлической проволокой. Если торец трубы упрется в дно гильзы, часть отверстия может заплавиться.
Нагретое приспособление быстро переносят к трубам, вдвигают дорн в раструб, а трубу — в гильзу. При появлении на трубах кольцевого оплавленного выступа у торцов дорна и гильзы раздвигают трубы. Вынимают приспособление, быстро заводят трубу в раструб до упора и выдерживают до полного охлаждения. Опоры, на которых находятся трубы, должны обеспечить их соосность и неподвижность.
Приспособление из чугуна, бронзы или латуни вытачивают на токарном станке в соответствии с размерами стыкуемых труб. Чем больше толщина и диаметр перемычки между дорном и гильзой, тем больше приспособление держит тепло.
С поверхностей дорна и гильзы нужно тщательно счищать окалину, так как от чистоты контактных поверхностей зависит прочность сварки.
Раструбное соединение прочнее стыкового. Кроме того, при стыковом соединении внутри труб может-возникнуть кольцевое сужение, препятствующее движению жидкости. Для получения раструба можно использовать обрезок трубы с подходящим внутренним диаметром. Обрезок берут такой длины, чтобы он перекрывал не менее чем на 3/4 диаметра каждую из соединяемых труб. На одну из труб ставят ограничитель, чтобы воспрепятствовать сдвигу муфты. С помощью приспособления приваривают муфту к трубе и получают раструб. Затем действуют по изложенной выше схеме. Для качественной сварки муфта и трубы должны быть из одного материала. Промышленность выпускает электромуфты однократного применения с вмонтированными электроспиралями. Сварка обеспечивается подключением такой муфты к источнику тока.
Трубы из ПВХ легче поддаются механической обработке, чем полиэтиленовые. При этом, если трубу их ПВХ вставить в металлическую, то температуру протекающей жидкости можно доводить до +75—85 °С. Однако свариваются трубы из ПВХ намного хуже труб из ПВП и ПНП. Поэтому для соединения труб из ПВХ встык недостаточно только оплавления торцов. На торцах таких труб, имеющих толщину не менее 3—5 мм, снимают фаску. Между соосно установленными и сближенными торцами зазор не должен превышать 1 мм. Очищают и обезжиривают кольцевую канавку. Сварку выполняют с помощью присадочного материала и газовых или электрических горелок. Присадочный материал представляет собой пруток мли полоску из того же материала, что и трубы. По диаметру пруток должен почти укладываться в канавку для труб малого диаметра. Сварку ведут электрической или специальной газовой горелкой. Нельзя, чтобы открытое пламя попадало на пластмассу во избежание ее воспламенения. Поэтому горелки для пластмассы — это фактически горелки воздуха, который подается через сердцевину горелок под давлением. Электрогорелка напоминает электропаяльник. После пуска воздуха включают питание электроспирали. Воздух нагревается до +200—260 °С. Если нет под рукой термометра, температуру можно проверить кусочком пластмассы, лежащим на расстоянии около 10 мм от сопла. Через несколько секунд на пластмассе должно возникнуть пятно, гладкая поверхность немного вспучится. Температуру регулируют величиной подачи воздуха. Сжатый воздух подается компрессором, а значит, может содержать капли масла. Попадание мелких капель жира на нагреваемые поверхности ухудшит прочность шва. Проверить чистоту воздуха, выходящего из сопла, легко. До включения спирали подставляют палец или белую бумагу к соплу. При наличии пятнышка ремонтируют компрессор или ставят фильтр.
Специальная газовая горелка для сварки пластмассы представляет собой змеевик, через который проходит воздух, подогреваемый газом. В домашних условиях часто применяют обычные горелки, питаемые от бытовых газовых баллонов. Однако нужно следить, чтобы открытое пламя не попадало на пластмассу во избежание ее воспламенения. При пользовании такими горелками необходимо строго соблюдать правила пожарной безопасности.
При сварке горячий воздух или пламя направляется то на присадочный материал, то в канавку. Как только наступит размягчение, вдавливают пруток или пластмассовую полоску в канавку. Сделать это можно выпуклой стороной обычной ложки.
Сварка труб из ПВХ встык не очень надежна, прочнее — в раструб, еще прочнее, когда после стыковой сварки на шов надвигают муфту и приваривают ее к трубам. Сварку в раструб и приваривание муфты ведут по описанному для сварки встык методу с использованием присадочного прутка.
Клеевое соединение труб из ПВХ прочнее сварного. Для склеивания используют фитинги из ПВХ или формуют раструбы описанным выше способом.
Существует упрощенная методика формовки раструба. На конце одной из труб снимают наружную фаску. Конец второй трубы разогревают и надвигают на конец первой трубы с фаской. После охлаждения трубы разъединяют. Эта методика применима и в том случае, когда формуют раструб под фланцевое соединение труб из ПВХ. Трубы при этом не разъединяют, а конец внутренней трубы срезают заподлицо с выступающей частью наружной. Возникает кольцевой поясок большей радиальной толщины под уплотняющую резиновую прокладку. Перед склеиванием наружную поверхность конца трубы и внутреннюю поверхность раструба обрабатывают шлифовальной шкуркой. Затем очищают волосяной щеткой и обезжиривают. Трубу вдвигают в раструб. Если труба качается, применяют клей ГИПК-127, который состоит из поливинилхлоридной смолы, оксида кремния и растворителя ПВХ тетрагидрофурана. По консистенции этот состав должен напоминать канцелярский клей. Его наносят волосяной щеткой тонким слоем на г/3 глубины раструба и на конец трубы. Когда поверхность перестанет прилипать к рукам, наносят второй слой клея. После его подсыхания трубу вводят в раструб и оставляют в таком положении от 2,5 часа до суток.
На раструб можно нанести и один слой клея, в этом случае, его накладывают одновременно с нанесением второго слоя на трубу. Это необходимо для того, чтобы клей на раструбе не застыл, пока подсохнут два слоя на трубе.
Если труба, введенная в раструб после придания ей шероховатости, не качается в нем, значит, между трубой и раструбом минимальный кольцевой зазор. В этом случае для труб с наружным диаметром до 90 мм применяют клей из перхлорвиниловой смолы (14—16%) и метиленхлорида (86—84%). Для трубы с диаметром более 90 мм используют клей из перхлорвиниловой смолы (14— 16%), метиленхлорида (76—72%), циклогексана (10—12%). Этот же состав рекомендуют и для склеивания труб любого диаметра при высокой температуре воздуха (при жаре выше +25 °С).
Клеевое соединение можно выполнять и с помощью надвижной муфты или подходящего обрезка трубы из того же материала. Для этого промазывают внутреннюю поверхность муфты или обрезка или нагревают их без промазки и насаживают на концы труб, смазанные клеем.
Растворители для перхлорвиниловой смолы бывают слабыми (метиленхлорид, дихлорэтан, трихлорэтан, ацетон) и сильными (тетрагидрофуран, циклогексан). При использовании клея на слабом растворителе для получения постоянного зазора можно калибровать трубы в специально выточенной гильзе. Концы труб из ПВХ нагревают до +110— 130 °С и вводят в гильзу, которую для ускорения операции охлаждают водой или мокрой тряпкой.
Трубы, соединенные клеем на сильных растворителях, уже через 5—10 мин после контакта готовы для монтажа, на слабых — приблизительно через сутки.
Гибку пластмассовых труб выполняют на тех же приспособлениях, что и гибку стальных. Однако пластмассовые трубы при отношении толщины стенки к среднему наружному диаметру более 1 : 10 и радиусе гибки по оси не менее 4/5 наружных диаметров допускается гнуть без наполнителя. Однако в процессе гибки в той или иной мере деформируются стенки трубы: возникающие гофры оказывают сопротивление протекающей жидкости и в них скапливается осадок. Наполнитель устраняет гофры. В качестве наполнителя применяют резиновый шланг, плотно входящий в трубу. Чтобы шланг легко двигался по трубе, его смачивают водой или жидким жиром. В зависимости от того, на каком расстоянии от начала трубы находится изгиб, шланг набивают песком до введения его в трубу или после. Концы шланга с песком завязывают или сдавливают струбциной. Во время гибки трубы нельзя находиться напротив концов шланга.
Места изгиба прогревают описанным ранее способом специальными газовыми или электрическими горелками. При их отсутствии можно пользоваться любой горелкой с открытым пламенем. Но оно не должно соприкасаться непосредственно с поверхностью трубы. При пережоге поверхность трубы пузырится, дымится и может вспыхнуть. Во избежание пережога горелку следует постоянно перемещать вдоль нагреваемого участка.
Размягчение материала наступает при температуре +120—130 °С. Трубу из ПВХ сразу же сгибают и фиксируют закругление холодной водой. Полиэтиленовые и полипропиленовые трубы остывают на воздухе.
При механической обработке трубы перерезают ножовкой или дисковой пилой толщиной 2—3 мм с шагом зубьев — 3—4 мм и разводкой зубьев 0,5—0,6 мм на сторону. Разрез должен быть строго перпендикулярным по отношению к оси трубы, допустимое отклонение — 0,5 мм для труб с наружным диаметром до 63 мм.
Отверстия в трубах сверлят дрелью или на вертикально-сверлильном станке. Перед сверлением в нужном месте трубы выдавливают или выплавляют горячим гвоздем ямку. Это не дает сверлу соскользнуть и оставить царапины на поверхности трубы, снижающие ее прочность.
Пригодны сверла по металлу и дереву. При сверлении на станке подачу ведут вручную, медленно, осторожно.
Рекомендуемая температура для обработки труб из ПВХ +17—22 °С. Более низкая температур приводит к трещинам, высокая — к сплющиванию. При быстрооборотной обработке полиэтиленовых труб допустимый диапазон температур достаточно широк — от -10 ° до +40 °С.
В процессе механической обработки инструмент быстро нагревается, а пластмасса оплавляется из-за низкой теплопроводности. Поэтому нужно очень внимательно следить за температурой инструмента. Проверить ее можно брызгами воды, мокрой тряпкой.
Волков В. А., Сантехника: как все устроено и как все починить: справочник. — М.: Астрель : ACT, 2006