
Ячеистые бетоны с полимерными добавками
Регулировать в широких пределах технологические и физико-механические свойства бетонов можно, изменяя природу и количество добавок полимеров. Успешное применение растворов и бетонов с введенными в их состав полимерами повлекло за собой исследования таких бетонов. Изучались свойства ячеистых бетонов автоклавных и естественного твердения, в том числе пропаренных без давления.
Первые исследования по введению в состав автоклавных ячеистых бетонов эмульсий ПВА показали возможность повышения прочности их при растяжении [2]. Последующие работы, в частности [3J, свидетельствуют о повышении на 20—50% прочности автоклавных газобетонов и снижении на 20—30% влажности после запаривания при в их состав комплексных термопластических добавок (продуктов централизации кислой смолки).
Особенно актуальной является проблема производства автоклавных ячеистых бетонов в труднодоступных и вновь осваиваемых районах Севера. Основным тормозом широкою использования автоклавных пенобетоном в этих районах являются сложность производства и относительно высокий уровень капитальных затрат. В то же время наиболее технологичные в изготовлении пено- и газобетоны безавтоклавного твердения не находят применения из-за большого расхода цемента, значительной усадкн п недостаточной прочности.
Для совершенствования технологии изготовления пенобетонов неавтоклавного твердения проведены исследования, которые показали эффективность введения в их состав термореактивных водорастворимых смол. Были исследованы смолы эпоксидные ГЭГ-17 и ДЭГ-1, полиамидная № 89, карбамидоформальдегидная КФ-Ж. Предварительно на цементных образцах и возрасте I, 3, 7 и 28 сут естественного твердения было подобрано количество добавок и отверди- теля.
Оптимальным количеством добавок является 1,5% смол ТЭГ-17, ДЭГ-1 и № 89, и 0,57п КФ-Ж от массы цемента на сухое вещество/
Смолы ТЭГ-17 и ДЭГ-1 отверждались 7 до 12% массы смолы смола КФ-Ж —щавелевой кислотой — 7% массы смолы. При 0,5 цементные образцы с добавкой КФ-Ж в возрасте 1 сут имели нрете.т прочности при сжатии в Зраза большим по сравнению с образцами без добавки, а в возрасте 28 сут — в 2 раза. ;.
При введении смол ТЭГ-17, ДЭГ-1 и М» 89 в пепобетонную массу происходило разрушение пены, карбамидоформальдегидные смолы оказывали положительное влияние на формирование мелко- пористой структуры пенобетона.
Технология изготовления цементно-полимерного пенобетона такова. Цементный раствор совместно с наполнителем приготовлялся на водном растворе карбамидоформальдегидной смолы, в процессе перемешивания вводился раствор щавелевой кислоты, а затем добавлялась готовая пена. Исследования показали, что с введением смолы КФ-Ж в цементное тесто или пенобетонную массу значительно углубляется гидратация зерен цемента, увеличивается количество связанной воды, попытается прочность на сжатие, изгиб и растяжение.
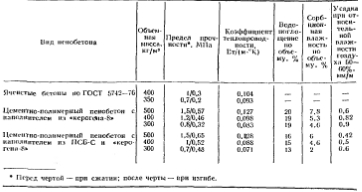
По данным экспериментов, учитывающий связанную воду в цемситнополимерной пенобетоне коэффициент для пенобетона объемной массой 300—500 кг/м3, в то время как В бетоне без добавки К<. = 1,05—1,1.
Как известно, больше половины применяемого в настоящее время цемента: остается в бетоне неиспользованным, только зерна менее 10 мкм при взаимодействии с водой полностью переходят цементный клей. Зерна большей дают клей только на поверхности, ядра остаются нетронутыми роль микронаполнителя в цементном камне.
Пенобетон естественного твердения в основном изготовляли при расходе цемента до 460 кг/м3. Модификация такого пенобетона карбамидоформальдегндной смолой позволила снизить расход цемента до 230 кг/м3, уменьшить усадку и повысить долговечность. Использование карбамидоформальдегидной смолы в пенобетоне объемной массой 300 кг/м3 увеличивает его стоимость на 0,66 р. Кроме того, с применением полимерной добавки появилась возможность изготовлять пенобетон естественного твердения объемной массой 300 кг/м3 вместо 450—500 кг/.м3. При равнозначной прочности и меньшей объемной массе коэффициент теплопроводности у цементно-полимерного пенобетона ниже, чем v автоклавного пенобетона, что значительно удешевляет конструкцию за счет изменения ее толщины при теплотехнических расчетах. Обслуживание пропарочных камер значительно проще п дешевле, чем автоклавного оборудования.
Таким образом, введение водорастворимой смолы КФ-Ж в пенобетоны естественного твердения и при пропаривании дает возможность получать без- автоклавные теплоизоляционные пенобетоны, свойства которых близки к автоклавным, по но простой технологии, не требующей дорогого оборудования. Бсзаитоклавныс пепобетоны характеризуются равномерной структурой с мелкими замкнутыми порами, со стенками мелкокристаллических новообразовании цементного камин. Все это обеспечивает их пониженное водонасыщение, высокую прочность, незначительную усадку и трещиностойкость.