
УХОД ЗА БЕТОНОМ, ХРАНЕНИЕ, ТРАНСПОРТИРОВАНИЕ И МОНТАЖ ИЗДЕЛИЙ
Изделия могут твердеть в естественных условиях, но иногда, для ускорения процесса твердения, их подвергают термовлажностной обработке в пропарочных камерах или в автоклавах.
Наряду с пропариванием можно применять прогрев в закрытых формах или двухстадийную тепловую обработку. Можно обогревать изделия встроенными в матрицу регистрами.
Перед началом термообработки отформованные изделия рекомендуется выдерживать в естественных условиях не менее 2 ч. Режимы пропарки должны быть мягкие. При пропаривании в односторонних формах температура поднимается до 80°С со скоростью 30° С в ч в течение 2 ч, а снижается со скоростью не более 25°Свч. Изготовление в двойной опалубке позволяет повысить температуру до 95° С и сократить цикл пропаривания. Двухстадийная тепловлажностная обработка рекомендуется только для изделий без предварительно напряженной арматуры, чтобы увеличить оборачиваемость форм. При этом первая стадия термовлажностной обработки обеспечивает 40% проектной прочности бетона. Вторая стадия термовлажностной обработки производится после распалубки и укладки изделий в штабель. Температура бетона при распалубке должна быть не более 30°С.
Передавать предварительное напряжение арматуры на бетон следует плавно с помощью механических устройств, после того, как бетон достигнет прочности не ниже 70% его проектной марки. Армоцементные изделия должны сниматься с форм и транспортироваться без перекосов. При изготовлении изделий должен вестись пооперационный контроль.
Толщина защитного слоя бетона для сеток и стержневой арматуры может колебаться в пределах +2 мм.
На 1 м2 должно приходиться не более одной раковины (окола) размером не более 20 мм и глубиной не более 1 мм.
Технологические трещины недопустимы. Качество изделий контролируется внешним осмотром всех изделий, обмером, выборочной проверкой положения арматуры и закладных деталей, а также прочностными испытаниями.
Изделия постоянной толщины, не имеющие ребер жесткости и утолщений, должны храниться и транспортироваться в жестких инвентарных контейнерах. На период хранения, транспортирования и монтажа рекомендуется устанавливать временные связи, препятствующие появлению недопустимых деформаций. Изделия не длиномерные, складчатого поперечного постоянного сечения можно хранить в штабелях.
Отдельные элементы и целые конструкции к месту монтажа могут доставляться автомобильным или железнодорожным транспортом. Экономические расчеты показывают, что при расстоянии до 250 км более выгоден автотранспорт, а свыше — железнодорожный.
Погружают и выгружают изделия кранами или другими механизмами.
Строповку конструкций нужно вести за монтажные петли, расположенные в определенных местах.

При доставке на строительную площадку перед монтажом изделия должны быть осмотрены с целью выявления дефектов. При этом конструкции должны быть обмерены и сверены с паспортом. Монтаж конструкций может вестись без поддерживающих устройств (панели, оболочки) и при помощи вспомогательных средств — мачт или механических кондукторов (арки, своды).
Конструкции большеразмерные следует монтировать, используя жесткие траверсы и приспособления в виде инвентарных стоек и стальных затяжек.
Армоцементные конструкции могут монтироваться различными способами: кранами на автомобильном или гусеничном ходу, башенными и козловыми кранами, а также средствами, обеспечивающими максимальную механизацию работ и неизменяемость конструкции. Выбор механизма определяется видом и весом конструкции, сроками монтажа и мероприятиями по технике безопасности.
На рис. 93 показан процесс монтажа армоцементных длинных цилиндрических оболочек 6 х 18 м весом 13 т покрытия корпуса завода ЖБИ в Кишиневе. Монтировали конструкции двумя синхронно работающими кранами на гусеничном ходу грузоподъемностью 12 т каждый. Стропили оболочки за четыре петли. После установки оболочки на колонны и выверки ее проектного положения приваривали опорные закладные детали оболочки коголовннкам колонн. Продолжительность монтажа оболочки 15—20 мин.
У конструкций, собираемых из отдельных элементов, перед монтажом должны быть сварены закладные детали и омоноличены стыки.
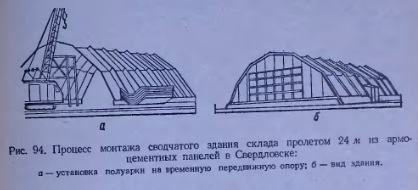
Сводчатые покрытия целесообразно монтировать прн помощи передвижной опоры. На рис. 94 показан монтаж такого покрытия. Отдельные панели собирали на земле в полуарки. Жесткость сечения полуарок на стадии монтажа обеспечивали металлическими распорками по две на панель. Монтировали полуарки краном на гусеничном ходу с помощью траверсы. После замыкания свода сваривали закладные детали в ключе и между отдельными сводами, затем стыки омоноличивали.